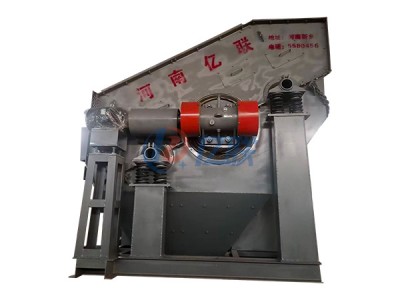
这款锤式破碎机能够让锤头寿命延长3-6倍
来源:https://www.yilianjixie.com/news/4.html 发布时间:2024-06-12
国内破碎机械技术水平经过多年的发展,取得了令人瞩目的成就。锤式破碎机从普通锤式破碎机经过PC锤式破碎机发展到PCZ重型单段锤式破碎机的成功发展在破碎设备领域具有里程碑式的意义。主要适用于水泥、化工、电力、冶金等工业部门破碎中等硬度物料的破碎设备,如石灰石、炉渣、焦碳、煤等物料的中碎、细碎作业,是国内使用*早的破碎设备之一。

根据破碎行业的发展动态,石料破碎现场的实验数据而研制开发的新型破碎机。单段锤式破碎机与其它锤式破碎机相比,具有锤销直径大、锤头重、打击线速度高等显著特点。
由于锤式破碎机长期高负荷的运转,其锤头磨损快的缺陷一直困扰着用户和生产厂家。其采用高度耐磨复合高锰钢材质制成锤头,大大改善了锤式破碎机锤头使用寿命短的问题,为用户节约了大量生产成本。